
头盔内垫是怎么加工成型的?
自从“一盔一带””安全守护行动以来,头盔的需求骤然上升,头盔行业的订单非常火爆,这就导致了头盔生产设备的需求快速提升。山东威力重工设计了一款头盔内垫成型机,可以压制电动车头盔,摩托车头盔,工业工程安全帽等,多选择四柱式结构,可以根据客户具体需求定制200吨、315吨、400吨等不同吨位的液压机。
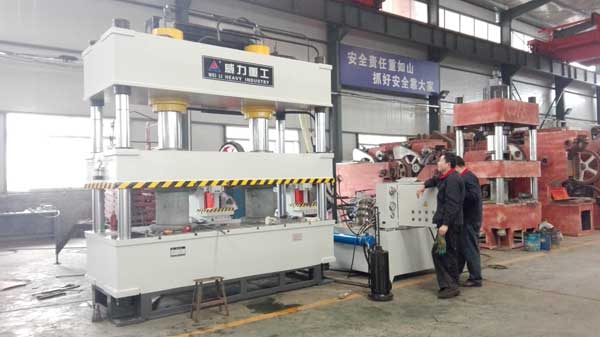
图片仅供参考,详情请咨询18306370979(微信同号)
山东威力设计生产的头盔内垫成型机可一模出一个,也可一模出两个,具体可以根据客户的具体生产工艺以及需求选择,山东威力会根据客户所需工作台面、开口、行程设计定做头盔内垫成型机。
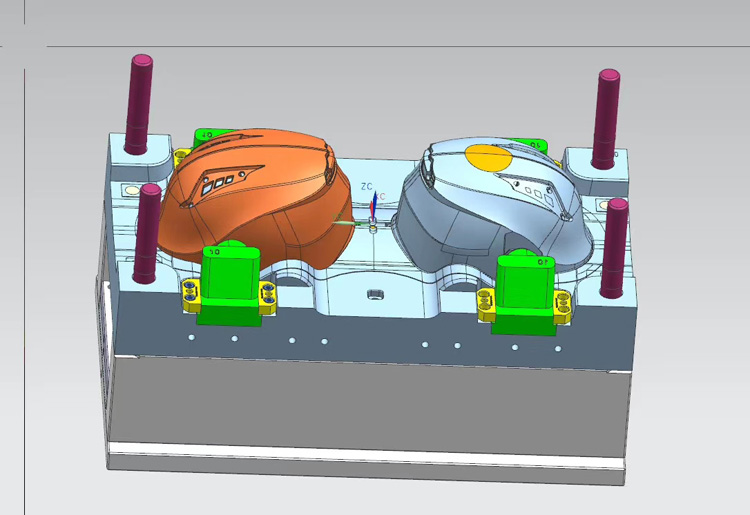
图片仅供参考,详情请咨询18306370979(微信同号)
头盔内垫成型机工艺过程
1、剪裁:按制品的结构形状,加料位置,流程决定片材剪裁的形状与尺寸,制作样板裁料。剪裁的形状多为方形或圆形,尺寸多按制品表面投影面积的40%-80%。为防止外界杂质的污染,上下薄膜在装料前才揭去。
2、称重:加料量的确定
3、清洁模具:压制前要先彻底清理模具,并涂脱模剂。加料前要用干净纱布将脱模剂擦均,以免影响制品外观质量。对于新模具,用前必须去油。

图片仅供参考,详情请咨询18306370979(微信同号)
4、摆料:摆料位置与方式直接影响到制品的外观,强度与方向性。通常情况下,料的加料位置应在模腔的中部。对于非对称复杂制品,加料位置必须确保成型时料流同时达到模具成型内腔各端部。摆料方式必须有利于排气。多层片材叠合时,最好将料块按上小下大呈宝塔形叠置。另外,料块尽量不要分开加,否则会产生空气裹集和熔接区,导致制品强度下降。
5、压模:当料块进入模腔后,头盔内垫成型机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。
6、脱模:SMC在成型温度下的固化时间(也叫保温时间)与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。

图片仅供参考,详情请咨询18306370979(微信同号)
山东威力重工一直从事液压机、压力机、油压机等设备的研发、设计制造和营销服务,依靠强大的经济实力,先进精良的专业生产设备,雄厚的技术力量,并以规范化、标准化的企业管理体系模式全程运作,能够确保头盔内垫成型机机器设备质量与安全。关于生产头盔内垫成型机价格、参数等请咨询我公司陈经理:18306370979(微信同号)






